

Когда стоит задача купить электроды, конечно, лучше разобраться в этом вопросе основательно: какие бывают типы металла, чем они отличаются, для каких металлов предназначены, а также какие бывают виды и марки электродов.
Сейчас же для того чтобы максимально быстро начать практиковаться в выполнении швов, будет рассмотрен более простой путь выбора.
Что касается выбора магазина, то предпочтительней покупать в специализированном магазине, где продаются сварочное оборудование и расходные материалы, а не в обычном хозяйственном, потому что в специализированном магазине, скорее всего, продавцы разбираются в этой теме и смогут что-то подсказать.
Там же, где продается все подряд, скорее всего, продавцы не обладают должной компетенцией в вопросе подбора сварочных электродов.
Кроме того, часто бывает, что в обычных хозяйственных магазинах цены выше. Возможно, подразумевается, что человек, который покупает подобные материалы в неспециализированном, не разбирается в вопросе настолько, чтобы хорошо себе представлять, сколько они стоят.
Придя в специализированный магазин, достаточно сказать, что нужны электроды для сварки углеродистой стали обыкновенного качества, или обыкновенной углеродистой стали.
У каждого типа электрода может быть несколько марок. Для примера приведена таблица 5 с электродами типа Э46.
| Тип | Марка |
| Э46 | МР3С; АНО-21, АНО-4; ОЗС-4, ОЗС-6, ОЗС-12 и т.д. |
Иногда в маркировке ставится буква «А» — например, Э46А. Это означает повышенную пластичность сварного шва.
Поскольку за пример взят тип Э46, дальнейшее разъяснение принципов подбора будет происходить на примере этого же вида электродов. Существует большой спектр электродов марки АНО (21, 36, 4 и т.д.), ОЗС, МР-3.
Вряд ли в магазине окажется вся «линейка» определенной маркировки. Скорее всего, будет один или два варианта. Имеет смысл купить самую маленькую порцию, которую смогут предложить, и попробовать, какими электродами будут получаться наиболее качественные швы в данной конкретной ситуации.
Имеет смысл также попробовать варить электродами УОНИ 13/55, это тип Э50. Он отличается от типа Э46, в некоторых ситуациях с их помощью можно будет получить более качественный сварной шов.
В любом случае сначала нужно пробовать: покупать маленькую партию, а затем, если получается качественный результат, можно брать необходимое количество для всего объема сварочных работ.
Принцип работы электрода
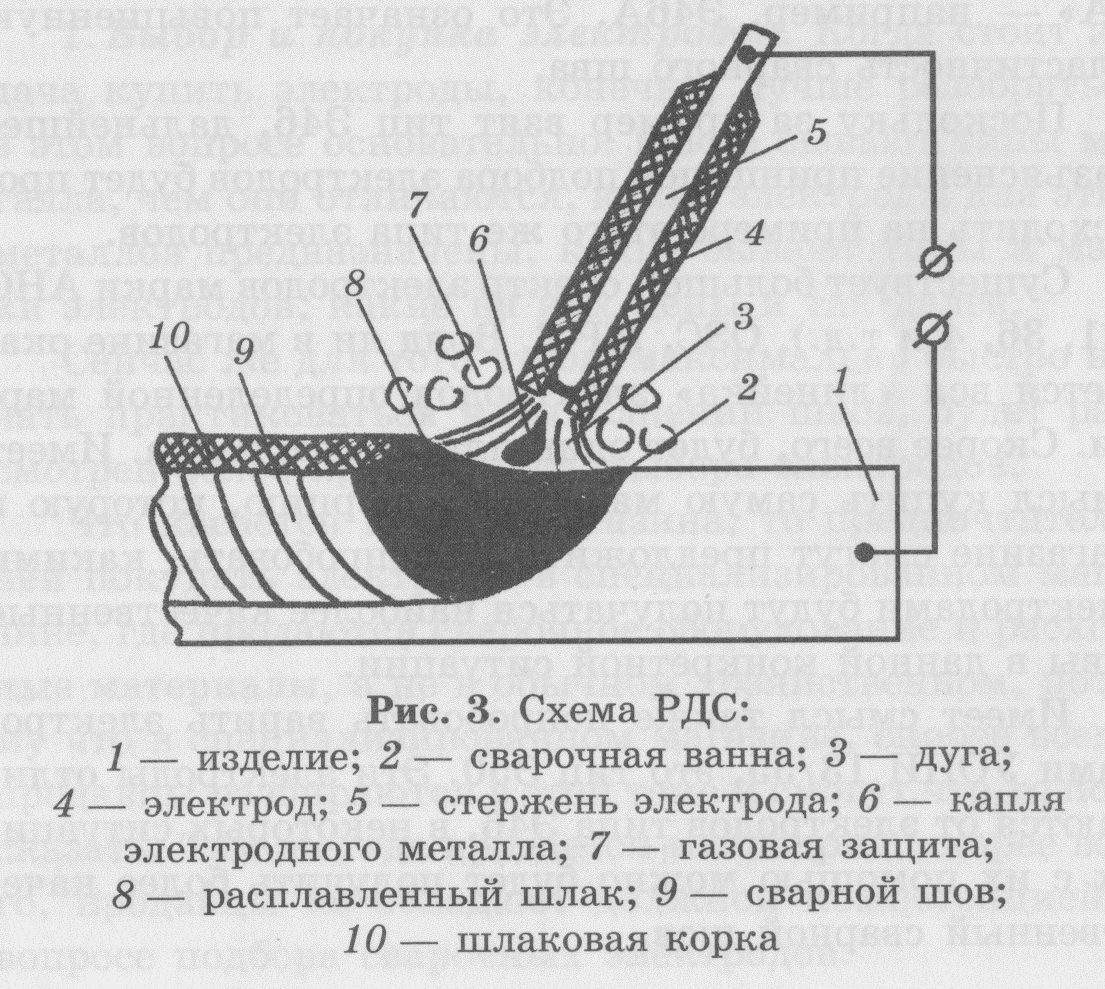
На рисунке приведена схема процесса ручной дуговой сварки (РДС).
Электрод представляет собой металлический стержень, на который нанесена обмазка или покрытие.
В результате горения дуги 3 и под воздействием ее температуры плавится металлический стержень 5, и металл с этого стержня переносится в сварочную ванну 2. Также от высокой температуры плавится обмазка. В результате ее расплавления образующих защитные газы, которые защищают дугу и сварочную ванну от воздействия кислорода, азота и других газов содержащихся в воздухе. Кроме того, образовавшиеся газы способствуют стабилизации горения дуги.
В процессе плавления обмазки образуется жидкий шлак, который растекается по поверхности сварочной ванны. При этом жидкий шлак раскисляет металл, избавляя сварочную ванну от кислорода, и, наоборот, добавляет легирующие присадки для повышения качества металла шва и сварного соединения в целом. По мере остывания шва жидкий шлак превращается в шлаковую корку 10, которая впоследствии должна быть удалена.
Видео рекомендация, как выбрать электрод
В этом видео собраны рекомендации начинающим сварщикам.
Рассмотрим такие вопросы:
- Какой диаметр электрода подходит к той или иной толщине металла;
- Какой сварочный ток выставить для получения качественного шва.
- Отличие сварочных режимов на прямой полярности м обратной
Диаметры электродов
Измеряются в миллиметрах, эти величины стандартные и по российскому ГОСТу составляют: 1,6; 2; 2,5; 3; 4; 5; 6 и т.д. У импортных бывают и другие диаметры, например 2,6 вместо 2,5; 3,2 вместо 3.
Диаметры более 4 мм не представляют интереса для бытовых сварочных работ, потому что бытовая электрическая сеть не выдает такой мощности, которая позволила бы использовать электроды диаметром 5-6 мм и более.
Даже диаметром 4 мм зачастую невозможно использовать, так как и сварочные аппараты как правило не выдают нужный сварочный ток, и некоторые электрические сети, особенно за городом, не позволяют варить такими электродами.
Диаметр электрода, указанный в миллиметрах, означает диаметр именно металлического стержня, то есть без учета толщины обмазки. Обычно чем он больше, тем больше его длина.
Дефекты
Обмазка должна быть нанесена на электрод равномерно по всей длине и по всей окружности. Если обмазка неравномерна по толщине, то есть где-то толще, а где-то тоньше, — это брак. Когда обмазка нанесена равномерно по длине, но с одной стороны толще, а с другой тоньше — это тоже брак. В таких случаях труднее получить качественный шов.
Обмазка не должна крошиться и отваливаться. Если на конце электрода обмазка отвалилась, зажигать дугу будет значительно сложнее. Кроме случаев производственного брака обмазка также может крошиться, когда электрод старый либо его хранили не должным образом. Так или иначе, работать таким стержнем будет очень трудно, или вовсе невозможно.
Окончания электродов
В данном варианте металлический стержень закрыт шлаком, и при попытке зажечь дугу не будет электрического контакта между металлическим стержнем и металлом детали, и дуга не будет гореть. Необходимо достаточно сильно стукнуть по твердой диэлектрической поверхности, чтобы отбить шлак.

Обмазка электрода закрыта шлаком
Если виден металл на окончании электрода, то зажигание дуги не вызовет проблем. На фотографии ниже ситуация противоположная. Обмазка отвалилась. В таком случае зажечь электрод будет трудно по другой причине.
Обмазка выполняет функцию защиты дуги, стабилизирует горение дуги — грубо говоря, «помогает дуге гореть». Если обмазки нет, дуга либо не будет гореть совсем, либо будет гореть очень нестабильно, и хорошей сварки не получится. Решается проблема откусыванием этой части электрода.

Обмазка электрода отвалилась
Есть еще вариант для более опытных сварщиков — «чиркать» электродом, едва касаясь металла и не давая электроду прилипнуть к детали. Для этого нужно прикладывать минимальное усилие в вертикальном направлении и достаточное усилие — в направлении движения электрода параллельно детали, не задерживая электрод на одном месте. Выполнить таким образом нужное количество движений, пока металлический стержень не обгорит.
Остаток электрода
При выполнении сварного шва происходит сгорание электрода и возникает вопрос, до какой минимальной длины его использовать. Другими словами, какой длины должен остаться огарок.
В принципе, оптимальная длина — 3 см, но эта цифра может варьироваться. Например, если осталось 4 см и надо вести следующий относительно длинный шов, то нет никакого смысла этот сантиметр дожигать. Лучше сразу взять новый.
Сжигать стержень до держателя нежелательно, так как в этом случае портится сам электрододержатель. Кроме того, во время выполнения сварного шва при малой длине электрода сварочная ванна загораживается держаком, и визуально контролировать выполнение шва становится невозможно.
Сварка тонкого металла
При сварке тонкого металла, то есть толщиной 0,5- 1 мм, глубина сварочной ванны больше, чем толщина металла. Поэтому, если просто сваривать такой металл без подготовки кромок, он будет прожигаться насквозь. Чтобы такого не происходило, при сварке двух деталей встык делаются отбортовки.
Когда отбортованная кромка расплавляется от тепла дуги, отогнутые части заплавляются внутрь, закрывают весь промежуток между заготовками и вместе с металлом, который поступает с электрода, образуют шов. Таким образом, не происходит проплавление металла на сквозь, а получается полностью заполненный шов. (Опытные и высококвалифицированные сварщики умеют сваривать столь тонкий металл и без отбортовок, но у сварщиков-любителей, как правило, это не получается.)
Электроды для сварки чугуна
Для декоративной заварки поверхностных дефектов используются стальные электроды Св-08.
Для заварки дефектов обрабатываемых нерабочих поверхностей при ремонте неответственных чугунных изделий небольших размеров с малыми объемами наплавления, не требующих после сварки механической обработки, используют электроды ЦЧ-4.
Также при сварке чугунов используются электроды УОНИ-13/45. Сварка ими производится на постоянном токе обратной полярности.
Медные электроды, например ОЗЧ-2 и ОЗЧ-6, используются для сварки малогабаритных изделий с небольшими дефектами, работающих при незначительных статических нагрузках и требующих плотных швов, выполненных из серого или ковкого чугунов. Данные электроды дают достаточно прочное сварное соединение, которое хорошо обрабатывается. Сварку чугуна без подогрева можно также выполнять присадочными материалами в виде сплавов чугуна на никелевой основе с содержанием никеля более 20%. Получаемый сварной шов отличается высокой пластичностью и малой твердостью.
Для сварки изделий из высокопрочного, серого чугунов, а также для выполнения разнородных соединений чугуна со сталью используются электроды марок ЦЧ-4А.
Горячая сварка осуществляется следующим образом: механическая обработка заготовки; формовка свариваемых деталей; нагрев; сварка и охлаждение сваренных деталей. Нагрев деталей можно осуществить посредством газовой горелки.
Электроды для данного вида сварки выполняются из стержней, однородных основному металлу. Применяются, например, ЭЧ-1, ЭЧ-2, ПЧ-1, ПЧС-1, ПЧС-2.
Температура подогрева в зависимости от марки чугуна и объемов свариваемой детали 300-700°С с последующим охлаждением на 100%. Сварку чугуна выполняют на токе обратной полярности. Рекомендуемые режимы сварки представлены в таблице.
| Диаметр электрода, мм | Сила тока, А | |
| Нижнее положение | Вертикальное положение | |
| 3,0 | 90-110 | 80-100 |
| 4,0 | 120-140 | 100-120 |
| 5,0 | 160-190 | 150-170 |
| 6,0 | 220-250 | 210-240 |
Сварку необходимо осуществлять небольшими участками длиной 30-60 мм с послойным охлаждением на воздухе до 60°С. Сразу после сварки шов подвергается проковке легкими ударами молотка.








